Efficient material handling is super crucial for industrial ops. Moving powders, granules, grains, chemicals, cement, food stuffs, or waste requires reliable systems for safety and speed. Screw conveyors, among other options, are still the go-to tech across lots of fields. So businesses trust them to get the job done right.
Screw conveyors are favored in many places because they’re easy to make, perform reliably, and are quite versatile. You’ll find them in factories, food processors, chemical plants, farms, mines, and wastewater facilities. They excel at handling all sorts of bulk materials and need minimal upkeep. That’s why industries love using them so much.
Knowing the different screw conveyor types and parts can help businesses pick the right one for their needs. This guide explains how screw conveyors work, their main parts, usual setups, and which industries use them most. So, we’ll look at all that to make informed decisions.
What is a Screw Conveyor?
A screw conveyor is a mechanical conveying device that uses a rotating helical screw blade, commonly referred to as a flight, to move materials through a trough or enclosed tube. As the screw rotates, bulk materials are pushed along the conveyor path toward the discharge point.
The design of a screw conveyor allows it to transport materials continuously while minimizing spillage and contamination. Because the conveying process occurs inside an enclosed structure, screw conveyors are particularly effective when handling dusty, fine, or potentially hazardous materials.
Today, screw conveyors are widely used for transporting products such as grains, flour, cement, coal dust, chemicals, sludge, biomass materials, and food ingredients. Their versatility and adaptability have made them a key component in modern industrial material handling systems.
How Does a Screw Conveyor Work?
The working principle of a screw conveyor is relatively straightforward. A motor-driven gearbox rotates a screw assembly mounted within a trough or tubular housing. As the screw turns, the helical flights push material forward along the conveyor’s length.
The movement of material depends on several factors, including the diameter of the screw, flight pitch, rotational speed, conveyor length, and the physical characteristics of the material being transported.
Unlike many other conveying systems, screw conveyors can operate in horizontal, inclined, or vertical positions, making them suitable for facilities with limited installation space or complex material flow requirements.
The simplicity of the operating mechanism contributes significantly to the popularity of screw conveyors across industrial sectors.
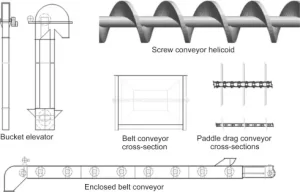
Understanding a Screw Conveyor Diagram
A typical screw conveyor diagram helps illustrate how various components work together to create a continuous material handling process. Engineers and maintenance personnel often use such diagrams to understand equipment layout, troubleshoot issues, and optimize performance.
A standard screw conveyor diagram generally includes:
- Inlet hopper
- Screw flights
- Central shaft
- Trough or tubular housing
- Drive unit
- Bearings
- Discharge outlet
Each component plays a critical role in ensuring efficient material transportation and overall system reliability.
Screw Conveyor Components
The performance and durability of any screw conveyor depend largely on the quality of its construction and the design of its individual components. Understanding the major screw conveyor components helps operators maintain equipment effectively and select the right conveyor for specific applications.
The most important parts of screw conveyor systems include the screw flight, shaft, trough, bearings, and drive assembly. The screw flight is responsible for moving material through the conveyor, while the central shaft provides structural support and transfers rotational force. The trough or housing encloses the system and guides material flow.
Meanwhile, bearings help support the rotating assembly and minimize friction, while the motor and gearbox provide the power required for operation. Together, these screw conveyor parts create a robust and efficient conveying system capable of handling demanding industrial applications.
Types of Screw Conveyor
Different industries require different conveying solutions, which has led to the development of several types of screw conveyor designs. Selecting the right conveyor type depends on material characteristics, conveying distance, installation layout, and operational requirements.
Horizontal Screw Conveyor
The horizontal screw conveyor is the most commonly used design. It transports materials along a straight horizontal path and is widely used in manufacturing, agriculture, and processing industries.
Because of its simple structure and efficient operation, it is often the first choice for general bulk material handling applications.
Inclined Screw Conveyor
An inclined screw conveyor is designed to transport materials upward at an angle. This configuration is useful when facilities need to move materials between different elevations without installing additional conveying equipment.
Industries frequently use inclined conveyors to save floor space and improve production flow.
Vertical Screw Conveyor
Vertical conveyors are specifically designed for lifting materials in a vertical direction. These systems are particularly beneficial in facilities where horizontal space is limited.
They are commonly used in grain processing, chemical manufacturing, and industrial material handling applications.
Shafted Screw Conveyor
Among the most popular screw conveyor types, shafted screw conveyors feature a central shaft supporting the helical flighting. This design offers excellent stability and is suitable for handling dry, free-flowing materials.
Shafted conveyors are widely used in cement plants, food processing facilities, and chemical industries.
Shaftless Screw Conveyor
Shaftless screw conveyors eliminate the central shaft and utilize a heavy-duty spiral instead. This design allows the conveyor to handle sticky, fibrous, and difficult materials that may otherwise clog conventional systems.
Wastewater treatment plants and recycling facilities frequently use shaftless conveyors due to their superior handling capabilities.
Common Screw Conveyor Configurations
In addition to selecting the appropriate conveyor type, businesses must also determine the most suitable configuration for their application.
One of the most common configurations is the U-trough conveyor, which provides easy access for cleaning, inspection, and maintenance. Another popular option is the tubular screw conveyor, which offers fully enclosed material transport and enhanced protection against contamination.
For specialized applications, manufacturers may also design variable pitch conveyors, multiple-screw systems, and customized configurations that optimize material flow and improve process efficiency.
The correct configuration can significantly impact productivity, maintenance requirements, and long-term operational performance.
Applications of Screw Conveyors
The versatility of screw conveyors allows them to be used across numerous industries and material handling environments.
In agriculture, screw conveyors transport grains, seeds, fertilizers, and animal feed. Their enclosed design helps protect products from contamination while reducing material losses during transportation.
The food processing industry relies on screw conveyors for handling ingredients such as flour, sugar, starch, spices, and other powdered materials. Hygienic construction options make them suitable for food-grade applications.
Within cement and construction industries, screw conveyors efficiently move cement, fly ash, lime powder, and other bulk materials throughout production facilities.
Chemical manufacturers utilize screw conveyors to transport powders, granules, and chemical compounds safely while minimizing dust generation and product loss.
Mining operations, wastewater treatment facilities, and recycling plants also depend heavily on screw conveyors for moving abrasive, sticky, and semi-solid materials under challenging operating conditions.
Advantages of Screw Conveyors
The continued popularity of screw conveyors is largely due to the numerous advantages they offer industrial users.
Some key benefits include:
- Compact and space-saving design
- Continuous material flow
- Low maintenance requirements
- Enclosed and dust-free operation
- Flexible installation options
- Cost-effective material handling
- Suitable for a wide variety of materials
These advantages make screw conveyors an economical and reliable solution for many industrial applications.
Maintenance of Screw Conveyor Parts
Proper maintenance plays a vital role in extending equipment lifespan and ensuring reliable operation. Regular inspections should focus on bearings, flight wear, shaft alignment, drive systems, and material buildup within the conveyor housing.
Preventive maintenance helps identify potential issues before they result in costly downtime. Routine lubrication, cleaning, and component inspections can significantly improve system efficiency and reduce long-term operating costs.
Organizations that prioritize maintenance of critical screw conveyor parts often experience higher productivity and improved equipment reliability.
Why Choose ArSai Conveyor Systems Pvt. Ltd.?
ArSai Conveyor Systems Pvt. Ltd. designs and builds top-notch material handling gear for various industries. We make durable, efficient screw conveyors known for lasting performance in many settings.
Our offerings go from basic horizontal conveyors to custom-made shaftless and angled versions. These solutions help businesses amp up productivity, cut maintenance expenses, and streamline their material handling tasks.
Conclusion
Screw conveyors remain one of the most dependable and versatile material handling systems available today. Understanding the various screw conveyor types, configurations, and essential screw conveyor components enables businesses to choose the most effective solution for their operational needs.
These systems show up everywhere – farms, food factories, cement plants, chemical places, mines, and wastewater spots. They move stuff around efficiently and cost-effectively. By getting good gear and taking care of important bits, companies boost productivity, cut down on stops, and ensure lasting success.